
Na placu budowy, przy naprawach stalowych elementów i wszędzie tam, gdzie butla z gazem bardziej przeszkadza niż pomaga, drut samoosłonowy potrafi być bardzo praktycznym wyborem. Daje mobilność, upraszcza logistykę i dobrze znosi warunki, w których klasyczny MIG/MAG zaczyna się gubić. Poniżej wyjaśniam, jak działa, kiedy ma sens, jak dobrać jego klasę i średnicę oraz czego nie oczekiwać po tej metodzie.
Najważniejsze informacje w skrócie
- Osłonę łuku tworzy topnik zamknięty w rdzeniu drutu, więc nie trzeba zewnętrznej butli z gazem.
- To rozwiązanie szczególnie dobrze sprawdza się na zewnątrz, przy wietrze i w pracach mobilnych.
- Większość takich drutów pracuje na biegunowości DCEN, ale zawsze trzeba sprawdzić kartę techniczną konkretnego produktu.
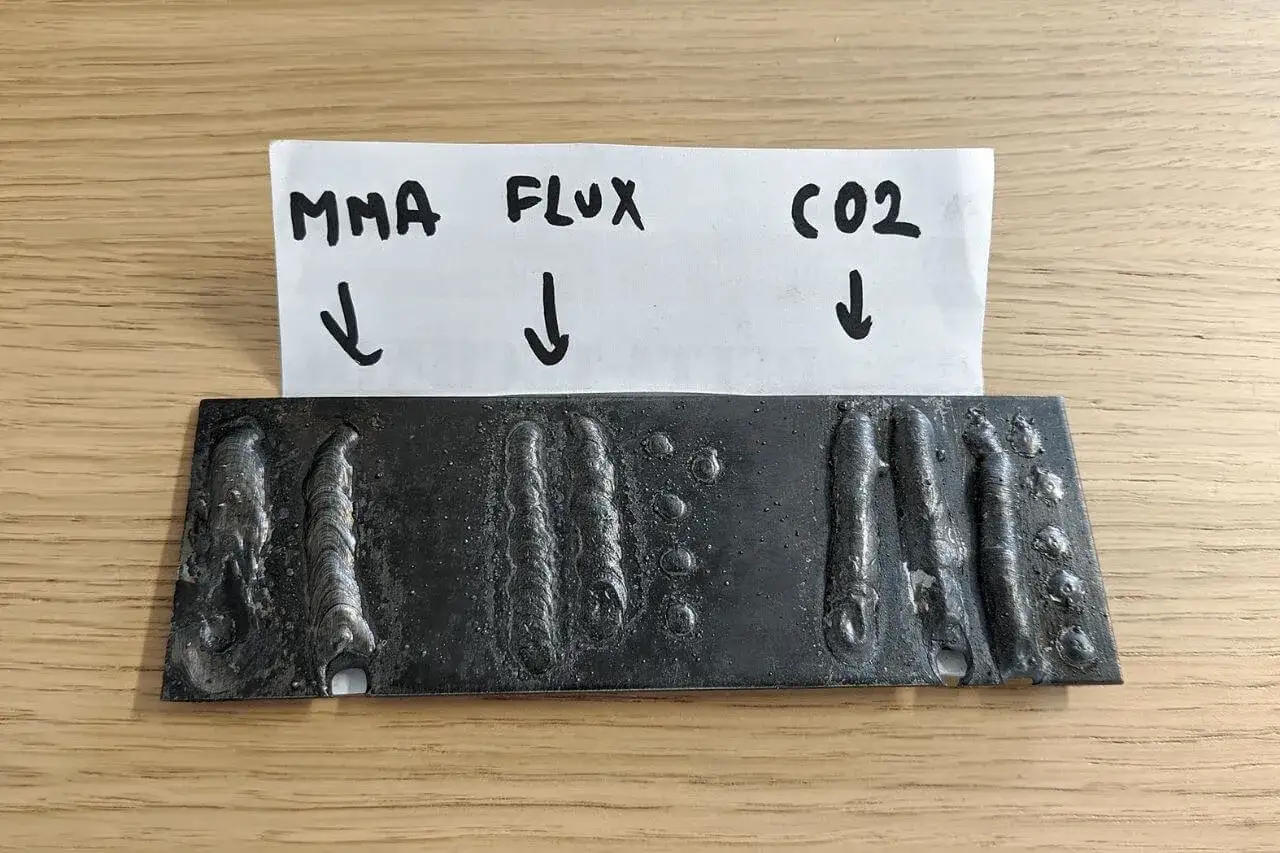
- Spodziewaj się żużla i większej liczby odprysków niż przy klasycznym MIG/MAG z gazem.
- Do cienkich elementów łatwo o przepalenie, dlatego ten wariant nie jest najlepszy do zadań „na estetykę”.
- W budownictwie sprawdza się głównie przy naprawach, montażu i pracy w terenie, a nie jako uniwersalny zamiennik wszystkiego.
Jak działa ten proces i skąd bierze się osłona łuku
W praktyce nie chodzi o „MIG bez gazu”, tylko o spawanie metodą FCAW-S, czyli drutem proszkowym z własną osłoną. W środku takiego drutu znajduje się topnik, który podczas spawania wytwarza gaz osłonowy i jednocześnie tworzy warstwę żużla na spoinie. Ta warstwa chroni jeziorko spawalnicze przed powietrzem, ale po pracy trzeba ją usunąć.
To ważne rozróżnienie, bo od razu ustawia oczekiwania. Taki materiał nie daje tak czystej spoiny jak solid wire z gazem, ale za to dobrze radzi sobie tam, gdzie wiatr rozwiewa osłonę albo gdzie nie ma sensu ciągnąć butli, reduktora i przewodów. Ja traktuję go jako proces bardziej odporny na warunki terenowe, a nie jako „łatwiejszy MIG”.
| Rozwiązanie | Co je wyróżnia | Kiedy ma największy sens |
|---|---|---|
| Wariant bezgazowy | Osłona powstaje z topnika w rdzeniu | Praca na zewnątrz, wyjazdy serwisowe, miejsca z wiatrem |
| Drut z gazem osłonowym | Potrzebuje butli i osprzętu gazowego | Warsztat, produkcja, gdy liczy się wygląd i mniejsza ilość odprysków |
| Drut lity | Najczystsza spoina przy dobrej osłonie gazowej | Cienkie blachy, elementy widoczne, prace wymagające estetyki |
W budownictwie takie rozróżnienie ma znaczenie od razu, bo w terenie liczy się nie tylko sama spoina, ale też logistyka pracy. To prowadzi do pytania, gdzie ten materiał faktycznie wygrywa w codziennych zadaniach.
Gdzie sprawdza się najlepiej na budowie i w terenie
Najwięcej sensu widzę w naprawach i montażach, które nie dzieją się w idealnym warsztacie. Ogrodzenia, bramy, furtki, wsporniki, uchwyty, ramy, lekkie konstrukcje stalowe, naprawy osprzętu maszyn budowlanych czy szybkie dospawywanie elementów na placu budowy to typowe sytuacje, w których osłona gazowa bywa kłopotem. Tam liczy się możliwość wyjścia z urządzeniem prosto do pracy, bez przygotowywania całego toru gazowego.
Ten materiał ma też sens przy stali lekko zabrudzonej, z niewielką ilością rdzy albo przy elementach, których nie da się wygodnie osłonić od wiatru. Nie traktuję tego jednak jako zielonego światła do spawania „na brudno”. Przygotowanie krawędzi nadal ma znaczenie, bo topnik nie naprawi fatalnego styku i nie zastąpi czyszczenia tam, gdzie spoina ma przenieść obciążenia.
| Sytuacja | Ocena | Dlaczego |
|---|---|---|
| Praca na zewnątrz przy wietrze | Bardzo dobry wybór | Nie trzeba chronić zewnętrznej osłony gazowej przed podmuchami |
| Naprawy serwisowe w terenie | Bardzo dobry wybór | Mniejsza logistyka, szybkie uruchomienie i łatwiejszy transport |
| Widoczne spoiny i elementy dekoracyjne | Raczej nie | Więcej odprysków i żużla, gorszy efekt wizualny |
| Cienka blacha | Ostrożnie | Łatwiej o przepalenie i zbyt agresywny łuk |
| Elementy nośne pod nadzorem | Tylko zgodnie z dokumentacją | Liczy się klasa drutu, procedura i wymagania projektu |
Jeśli więc ktoś pyta mnie, gdzie taki materiał jest naprawdę mocny, odpowiadam krótko: w pracy mobilnej i w terenie. Z tego wynika kolejna rzecz, czyli wybór odpowiedniej klasy drutu, średnicy i samej spawarki.
Jak wybrać odpowiednią klasę, średnicę i spawarkę
Na opakowaniu nie patrzę wyłącznie na hasło „bez gazu”. Znacznie ważniejsze są oznaczenia klasy, średnica, zalecana biegunowość i zakres zastosowań. W praktyce najczęściej spotkasz klasy takie jak E71T-GS, E71T-11 albo bardziej wymagające odmiany z grupy T-8. To nie są marketingowe skróty, tylko informacja o tym, do jakich zadań drut został zaprojektowany.
- E71T-GS sprawdza się przy prostych, często jednoprzebiegowych naprawach i drobnych pracach DIY.
- E71T-11 zwykle daje szersze okno robocze i jest częstym wyborem w lekkich pracach konstrukcyjnych.
- T-8 wybiera się tam, gdzie poza wygodą ważniejsza staje się odporność i wymagania techniczne połączenia.
Do tego dochodzi średnica. Najprościej patrzę na nią przez grubość materiału i dostępny prąd. W lekkich naprawach dobrze sprawdzają się mniejsze średnice, a przy grubszej stali sens ma już materiał o większej wydajności osadzania. Poniższe zestawienie traktuję jako punkt startowy, nie jako sztywną regułę.
| Średnica drutu | Do czego zwykle pasuje | Mój komentarz praktyczny |
|---|---|---|
| 0,8-0,9 mm | Cienkie elementy i lekkie naprawy | Łatwiej kontrolować ciepło, ale trzeba uważać na przepalenie |
| 1,0-1,2 mm | Najbardziej uniwersalne zastosowania warsztatowe i terenowe | To najbezpieczniejszy kompromis, jeśli nie chcesz kupować kilku rodzajów szpuli |
| 1,6-2,0 mm | Grubsza stal i bardziej wymagające naprawy | Wymaga mocniejszego źródła i bardziej konsekwentnej techniki |
Spawarka też ma znaczenie. Potrzebuję urządzenia z możliwością zmiany biegunowości, sensownym podajnikiem i zasilaniem CV, czyli o stałym napięciu. W większości takich procesów pracuje się na DCEN, czyli z elektrodą na minusie, ale konkretna karta techniczna może przewidywać wyjątki. Jeżeli urządzenie nie pozwala łatwo przełożyć biegunów albo ma niestabilny posuw, od razu pojawią się problemy z łukiem i jakością spoiny.
W praktyce to właśnie dobór klasy i sprzętu decyduje, czy dostaniesz narzędzie do pracy w terenie, czy tylko kolejny kompromis. Gdy to jest już ustawione, można przejść do samej techniki spawania.
Jak ustawić parametry, żeby łuk był stabilny
Najwięcej błędów widzę nie w samym materiale, tylko w prowadzeniu palnika i w zbyt swobodnym podejściu do ustawień. Dla wielu drutów bezgazowych sensowny punkt startowy to biegunowość DCEN, wysuw elektrody rzędu 12-19 mm i prowadzenie palnika z lekkim kątem ciągnięcia, zwykle około 10-20 stopni. To nie są wartości „na ślepo”, ale bezpieczne oparcie do dalszego korygowania.
Przy niektórych drutach producenci podają też dość szerokie zakresy parametrów. Dla klasy E71T-11 spotyka się orientacyjnie około 17-22 V i 50-275 A, zależnie od średnicy i zastosowania. Nie kopiuję tego bez sprawdzenia, bo w praktyce liczy się jeszcze grubość materiału, pozycja spawania i konkretna marka drutu.
CTWD, czyli odległość między końcówką prądową a materiałem, ma tu spore znaczenie. Jeśli jest za długa, spada prąd i łatwiej o słabe wtopienie; jeśli za krótka, rośnie ryzyko niestabilnego łuku i wad spoiny. Właśnie dlatego wolę zaczynać od krótszych, kontrolowanych ruchów niż od szybkiego „przejechania” spoiny.
- Trzymam palnik w technice ciągnięcia, a nie pchania, chyba że producent drutu wyraźnie zaleca inaczej.
- Pilnuję stałej prędkości jazdy, bo zbyt szybki ruch daje cienką, poszarpaną spoinę.
- Po każdej warstwie usuwam żużel, zanim nałożę kolejny ścieg.
- Sprawdzam, czy drut jest suchy i czysty, bo wilgoć bardzo szybko psuje stabilność łuku.
Jeśli łuk zaczyna „strzelać”, a spoina przypomina bardziej nawleczony sznur niż równy ścieg, problem zwykle nie leży w samym materiale. Najczęściej winne są zły wysuw, niewłaściwa biegunowość albo zbyt szybkie prowadzenie palnika. To prowadzi prosto do błędów, które w praktyce psują efekt częściej niż słaba szpula.
Najczęstsze błędy, które psują spoinę mimo dobrego drutu
Najbardziej typowy błąd to traktowanie tego procesu jak prostego „bez gazu, więc będzie łatwiej”. W rzeczywistości wymaga on większej dyscypliny niż wiele osób zakłada. Jeśli ktoś ustawi urządzenie raz i liczy, że wszystko będzie szło samo, kończy zwykle z porowatą spoiną, nadmiarem odprysków i żużlem, który trzeba odkuwać zamiast odszczepiać.
- Zbyt długi wysuw elektrody powoduje spadek energii łuku i słabsze wtopienie.
- Pchanie zamiast ciągnięcia często pogarsza osłonę i rozsiewa odpryski.
- Za szybkie prowadzenie daje wąski, niedołożony ścieg o słabej geometrii.
- Spawanie bez przygotowania powierzchni zwiększa ryzyko porowatości i niestabilnego łuku.
- Brak usuwania żużla między przejściami kończy się wtrąceniami i gorszym zespoleniem warstw.
- Praca poza zakresem pozycji spawania jest szczególnie problematyczna, bo nie każdy drut nadaje się do pionu czy nad głowę.
Warto też pamiętać o wentylacji. Taki proces potrafi dymić wyraźniej niż wielu początkujących się spodziewa, więc odciąg, przewiew i podstawowe środki ochrony nie są dodatkiem, tylko częścią rozsądnego stanowiska. Jeśli po spoinie żużel nie schodzi czysto, to dla mnie sygnał, że trzeba wrócić do ustawień albo techniki, a nie do wymówek.
Kiedy te podstawy są opanowane, zostaje pytanie bardziej praktyczne: czy ten wybór naprawdę się opłaca w realnej pracy, czy tylko upraszcza pierwszy kontakt ze spawaniem?
Kiedy ten wybór naprawdę się opłaca, a kiedy lepiej dopłacić do gazu
Patrzę na opłacalność szerzej niż tylko na cenę szpuli. Wariant bezgazowy oszczędza butlę, reduktor, przewody i cały czas potrzebny na logistykę gazu, ale zwykle wymaga więcej obróbki po spawaniu. Jeśli pracuję w terenie, ta oszczędność czasu i mobilności często wygrywa. Jeśli pracuję w hali i robię dużo spoin pod rząd, klasyczny MIG/MAG z gazem bywa po prostu wygodniejszy i tańszy w przeliczeniu na gotowy element.
| Sytuacja | Co zwykle wygrywa | Dlaczego |
|---|---|---|
| Jednorazowe naprawy w terenie | Wariant bezgazowy | Brak butli i mniejsza logistyka |
| Dużo spoin w warsztacie | MIG/MAG z gazem | Lepsza estetyka i mniej czasu na czyszczenie |
| Elementy widoczne, liczy się wygląd | Drut lity lub gazosłonowy | Mniej odprysków i ładniejsza lico spoiny |
| Prace mobilne przy dużym wietrze | Wariant bezgazowy | Osłona nie zależy od zewnętrznego gazu |
Na opłacalność wpływa też to, czego nie widać od razu. Liczę czas skuwania żużla, ewentualne poprawki, zużycie końcówek i to, czy dana spoina wymaga dodatkowego szlifowania. Dlatego czasem droższy na kilogram drut bezgazowy okazuje się rozsądniejszy w całym zadaniu, a czasem zwykły zestaw z gazem nadal będzie bardziej ekonomiczny. To zależy od miejsca pracy, grubości stali i tego, czy robisz naprawę, czy serię powtarzalnych połączeń.
Co sprawdzam przed zakupem, żeby materiał naprawdę pracował w budownictwie
Gdybym miał wybrać tylko kilka rzeczy do sprawdzenia przed zakupem, zacząłbym od tych poniżej. To prosta lista, ale oszczędza najwięcej rozczarowań, bo właśnie na tych punktach najczęściej rozjeżdża się oczekiwanie z praktyką.
- Czy spawarka pozwala łatwo zmienić biegunowość i pracuje stabilnie na ustawieniach dla drutu proszkowego.
- Czy klasa drutu odpowiada zadaniu, a nie tylko opisowi „do spawania bez gazu”.
- Czy średnica pasuje do grubości materiału i mocy urządzenia.
- Czy producent podaje pozycje spawania oraz zalecaną technikę prowadzenia palnika.
- Czy stanowisko ma sensowną wentylację i miejsce na usuwanie żużla oraz odprysków.
- Czy element, który spawasz, jest konstrukcyjny, czy pomocniczy, bo to zmienia wymagania jakościowe.
Jeśli mam to ująć najkrócej, ten materiał jest bardzo dobrym narzędziem do pracy terenowej, serwisowej i budowlanej, ale nie jest odpowiedzią na każdy problem spawalniczy. Najlepsze efekty daje wtedy, gdy dobierasz go świadomie do miejsca pracy, grubości stali i wymaganej jakości spoiny. Właśnie tak używam go w praktyce: jako rozwiązanie konkretne, a nie uniwersalne.